 成型過程所說幾個步驟:
成型過程所說幾個步驟:
安全門上才開始成型。
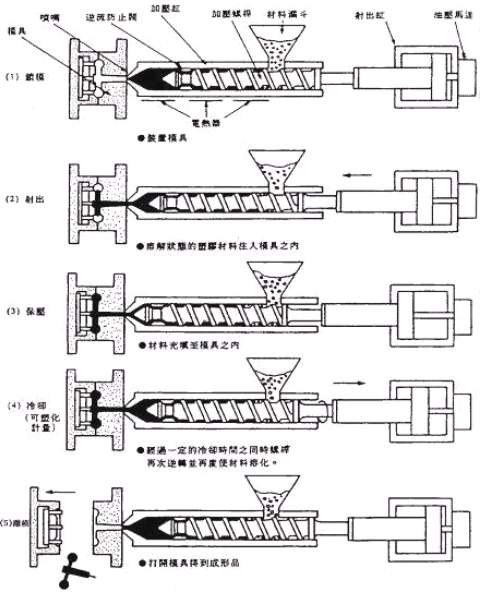
將移動側的移動板前進,使得模具關閉,模具關閉以後確實地把模具鎖緊。
螺杆快速地往前推進,把熔融之成形材料注入模腔內填充成形,填充之後壓力要必須繼續保持,這個動作特別取名為“保壓”。在剛充填時模具承受的壓力,一般叫做射出壓或者叫做“一次壓”。
模腔內之成形材料等待冷卻凝固之過程叫“冷卻”。在這時候射出裝置也準備下次工作,這個過程叫做“可塑化過程”。放在料斗裏的成形材料,流入加熱的料管內加熱,是依據螺杆旋轉把原料變成熔融狀態,螺杆像撥取螺絲的原理一樣,一面轉一面後退,螺杆前端會儲存熔融之成形材料,螺杆旋轉時,抵抗螺杆向後退的壓力稱之為螺杆的“背壓”。
將移動側的移動板向後退,模具跟著打開。
安全門打開,這時成形機處於待機中之狀能。
將成品取出,然後檢視確認模具內未殘留任何物件再關門.以上整個成形作業叫做一個CYCLE成型。
成品是由模具的形狀成形出來。模具是由母模及公模組合成,公母模模仁之間留有空隙,材料在此流入壓縮形成產品。成型材料要流入公母模之前的通路有主流道(SPRUE)流道(RUNNER)閘門(GATE)等。
2.射出成形機
射出成形機以較大項目來區分,可分為兩項,鎖模裝置和射出裝置。
將模具關閉不被打開,成形材料在模腔內冷卻凝固後,模具才打開然後取出成品等等動作的設備裝置之鎖模裝置。
將成形材料射出,填充到模腔內的設備裝置稱之射出裝置。此兩個裝置組合而成為射出成形機。
下面繼續說明射出成形機的能力,射出成形機之能力基本上是下述3項規定來區分。
射出時,模具不被打開之最大鎖模力,以TON數來表示。
一次射出之重量,一般都是以多少克來表示。
一定的時間內能夠熔解多少量的樹脂,一般都是以多少克來表示。
最重要的是鎖模力,成形品的投影面積,是指以模具開閉方向垂直此方向的投射影子面積(實際也可說模具之面積)。模具內平均壓力加到投影面積就叫做鎖模力,鎖模力如果是模具的“投影面積×平均壓力”大於“鎖模力”時模具之公母模就會被推開。
3.附帶之設備
模具溫度控制器,是用來冷卻模具而使成形品凝固定形.模具的溫度原則上是公模,母模分開來控制才較理想,模具溫度控制器的水如果想降低到很低溫度時,例如要5℃,此時模具溫度控制器就要以冷凍機來代替。
另外,一般的水到了95℃以上時便無法正常使用,此時模具溫度控制器就必須使用特殊的耐熱油,有時模具溫度控制器也和電熱棒一起使用。
通常射出成形機都裝置有烘乾用的料斗,其上裝有鼓風的風車,烘乾用的料斗是為了使成形原料乾燥去水份。
一般的PS、PP等成形用之材料,以烘乾用的料斗來烘乾已經十分足夠的,但是,要求特別乾燥的工程塑膠,高功能的塑膠要成形時,就必須以除濕式熱風乾燥機來乾燥材料不可。
澆道,流道的粉碎機,主要是用來粉碎模具之澆道與流道,使粉碎後之粉碎料能再度使用之機器。粉碎後的澆道流道再回料斗中使用,要注意再生料不可放入太多,一般多在20%以內才可。
能有效的調節流道溫度來控製成品,節省原料,品質穩定,成型週期短效率高但價格昂貴,易損壞。